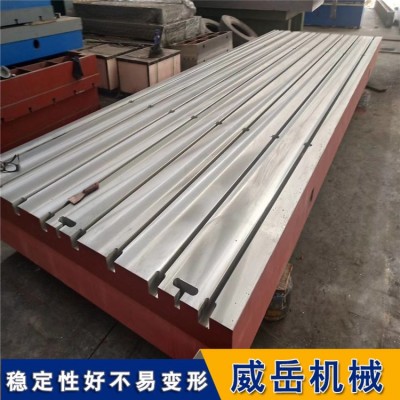


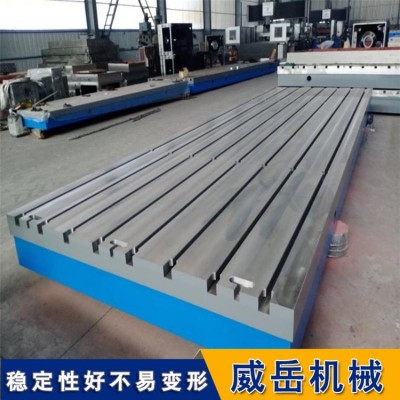
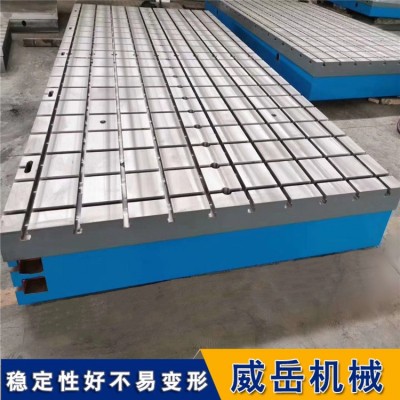

鑄鐵地板廠家講鐵地板的鑄造問(wèn)題及防治
鑄鐵地板合金液易可吸氣,在鑄鐵地板熔煉和澆注過(guò)程中未采取精煉、保護(hù)和凈化措施,使鑄鐵地板金屬液中含有大量氣體、夾渣和夾氣型和凝固過(guò)程中形成析出氣孔和反應(yīng)氣孔。型砂型芯和涂料配制不當(dāng),與金屬液發(fā)生界面反應(yīng),形成表面孔和皮下氣孔。
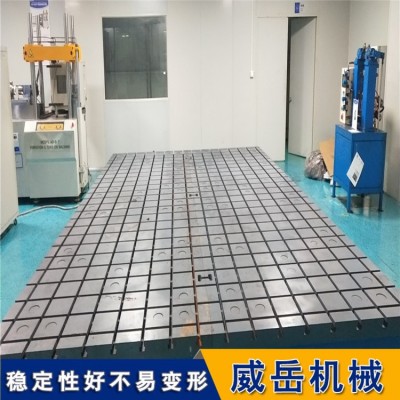
鑄鐵地板澆注溫度過(guò)低,金屬型溫度過(guò)低,金屬液除渣不好,粘度過(guò)高,使在澆注和充型過(guò)程中卷入的氣體及由金屬液中析出及排出鑄型或上浮到冒口或出氣口中去,在氣候潮濕季節(jié)鑄鐵地板熔煉易吸氣的合金時(shí),合金液大量吸氣,造成鑄件成批報(bào)廢。鑄鐵地板樹(shù)脂砂的樹(shù)脂和固化劑加入量過(guò)多,樹(shù)脂含量過(guò)高,原砂和砂的角形系數(shù)過(guò)高、粒度過(guò)細(xì),灼減量和微粉含量砂的發(fā)氣量過(guò)高,透氣性過(guò)低。
非鐵合金熔煉鑄鐵地板時(shí),爐料、溶劑、工具和澆包要充分預(yù)熱和烘干,去銹去油污,多次鑄鐵地板重熔爐料的加入量要適當(dāng)限。防止金屬液在熔煉過(guò)程中過(guò)度氧化和吸氣,加以脫氧、除氣和除渣,在澆包內(nèi)的金屬熔池表面加覆蓋溶劑,防止鑄鐵地板金屬吸氣和有害雜質(zhì)返回熔池。用鋁對(duì)鑄鋼、鑄鐵脫氧時(shí),應(yīng)嚴(yán)格控制殘留含鋁量,吸氣傾向嚴(yán)重的鋼液,應(yīng)盡量避免用鋁脫氧多孔塞吹惰性氣體、噴粉法等對(duì)鋼液進(jìn)行爐外精練,脫除鋼液中的氣體與有害雜質(zhì),對(duì)球墨鑄鐵,應(yīng)加強(qiáng)脫硫,含流量,在保證球化的前提下,盡量減少鑄鐵地板球化劑的加入量,降低鑄鐵地板的殘留鎂量,并加強(qiáng)孕育處理。
鑄鐵地板澆注時(shí)金屬液不得斷流,充型速度不宜太高,鑄鐵地板澆注位置和澆注系統(tǒng)的設(shè)置應(yīng)保證金屬液平穩(wěn)地充滿型腔,并利于能順利排出。
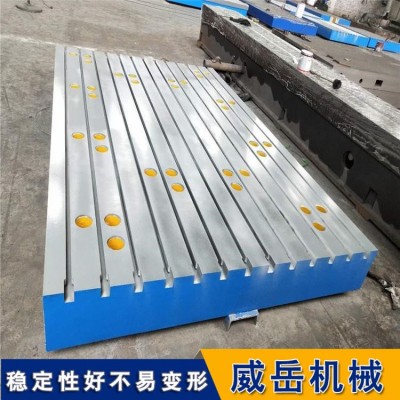
鑄造時(shí),應(yīng)保證鑄型和型芯排氣通,砂芯內(nèi)要開(kāi)排氣通道,鑄鐵地板合型時(shí)要填補(bǔ)芯頭間隙,以免鉆入金屬液堵塞排氣通道增加直澆道高度,以提高鑄鐵地板充型金屬液靜壓力。降低樹(shù)脂砂的樹(shù)脂和固化劑加入量采用低氮或無(wú)氮樹(shù)脂及形料圓整、粒度適中、灼減量和微粉含量低的原砂和樹(shù)脂的發(fā)氣量,提高鑄鐵地板樹(shù)脂砂的透氣性。怎樣防止鑄鐵地板氣孔措施:用清理干凈的爐料,熔煉過(guò)程中在金屬液面上要加覆蓋劑,盡可能縮短熔煉時(shí)間金屬液脫氧、除氣要充分,澆注前金屬液應(yīng)適當(dāng)靜置,便于氣體逸出,鑄鐵地板澆注過(guò)程中要防止金屬液二次氧化。
鑄鐵地板縮孔縮松防止措施,鑄鐵地板結(jié)構(gòu)要符合鑄造原則,合理地設(shè)置澆注系統(tǒng),合理組模,鑄鐵地板型殼和金屬液澆注溫度要合適,澆注時(shí)要澆滿,或加保溫劑縮陷,合理設(shè)置澆注系統(tǒng),氣孔防止措施,脫蠟時(shí)應(yīng)將模料排除干凈,殘余模料應(yīng)盡量少,鑄鐵地板型殼焙燒要充分,應(yīng)有足夠高的溫度,對(duì)復(fù)雜的薄壁鑄件,為提高型殼透氣性,在可能情況下,在處可設(shè)排氣孔,合理設(shè)置澆注系統(tǒng),防止鑄鐵地板澆注卷入氣體,并有利于型腔中氣體排出,適當(dāng)提高澆注溫度,盡量降低澆注距離和速度,使鑄鐵地板金屬液能平穩(wěn)充型,防止卷入氣體。
鑄鐵地板熔模鑄造生產(chǎn)中的制模是重要的工序,是獲得鑄鐵地板的首要條件,然而由于忽視該工序,使不合格的蠟?zāi)A魅胫茪ぶ翝沧⒐ば颍瑥亩斐闪藷o(wú)法修的廢品,即使不流入下道工序,也浪費(fèi)了人工和生產(chǎn)時(shí)間因此,解決蠟?zāi)1砻鎲?wèn)題是熔模鑄造主要工作之一。蠟?zāi)5木植勘砻嬗胁灰?guī)則的流紋產(chǎn)生原因,鑄鐵地板型腔中分型劑的用量過(guò)多,或涂抹不均勻造成局部堆積鑄鐵地板生產(chǎn)中為了不使蠟?zāi)U掣皆趬盒托颓坏谋砻妫约氨阌阼T鐵地板起模,模前在壓型型腔的表面刷涂一層脫模劑或稱分型劑。
聯(lián)系人威岳機(jī)械謝女士15350773479



擊旺旺交談/留言")